

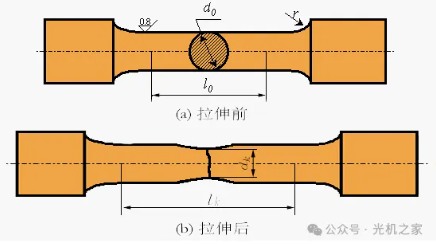
ဆန့်ထုတ်ခြင်းလုပ်ငန်းစဉ်အတွင်း သတ္တုပစ္စည်းများ၏ ပျက်စီးမှုကို ခံနိုင်ရည်ရှိနိုင်စွမ်းကို ဆုံးဖြတ်ရန် အဓိကအားဖြင့် တွန်းအားစမ်းသပ်မှုကို အသုံးပြုပြီး ပစ္စည်းများ၏ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများကို အကဲဖြတ်ရန်အတွက် အရေးကြီးသော ညွှန်ကိန်းများထဲမှ တစ်ခုဖြစ်သည်။
1. Tensile စမ်းသပ်ခြင်း။
tensile test သည် material mechanics ၏ အခြေခံမူများကို အခြေခံထားသည်။ အချို့သောအခြေအနေများအောက်တွင် ပစ္စည်းနမူနာသို့ tensile load ကို အသုံးချခြင်းဖြင့်၊ ၎င်းသည် နမူနာကွဲသွားသည်အထိ tensile deformation ကို ဖြစ်စေသည်။ စမ်းသပ်မှုအတွင်း၊ မတူညီသောဝန်များအောက်ရှိ စမ်းသပ်နမူနာ၏ ပုံပျက်ခြင်းနှင့် နမူနာကွဲမှုများကို မှတ်တမ်းတင်သည့်အခါ အမြင့်ဆုံးဝန်အား၊ အထွက်နှုန်းအား၊ ဆန့်နိုင်အားနှင့် ပစ္စည်း၏ အခြားစွမ်းဆောင်ရည်ညွှန်းကိန်းများကို တွက်ချက်ရန်။
စိတ်ဖိစီးမှု σ = F/A
σ သည် tensile strength (MPa)၊
F သည် tensile load (N)၊
A သည် နမူနာ၏ ဖြတ်ပိုင်းဧရိယာဖြစ်သည်။
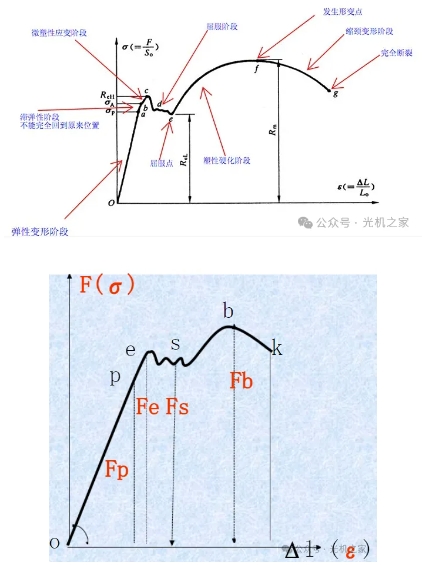
2. Tensile မျဉ်းကွေး
ဆွဲဆန့်ခြင်းလုပ်ငန်းစဉ်၏ အဆင့်များစွာကို လေ့လာခြင်း-
a သေးငယ်သောဝန်နှင့်အတူ OP အဆင့်တွင်၊ elongation သည် load နှင့် linear ဆက်နွယ်မှုရှိပြီး Fp သည် မျဉ်းဖြောင့်ကိုထိန်းသိမ်းရန် အများဆုံးဝန်ဖြစ်သည်။
ခ ဝန်သည် Fp ထက်ကျော်လွန်ပြီးနောက်၊ ဆန့်နိုင်မျဉ်းကွေးသည် လိုင်းမဟုတ်သော ဆက်နွယ်မှုကို စတင်သည်။ နမူနာသည် ကနဦး ပုံပျက်ခြင်း အဆင့်သို့ ရောက်ရှိပြီး ဝန်ကို ဖယ်ရှားလိုက်ကာ နမူနာသည် ၎င်း၏ မူလအခြေအနေသို့ ပြန်လည်ရောက်ရှိကာ ပျော့ပျောင်းစွာ ပုံပျက်သွားနိုင်သည်။
ဂ။ ဝန်သည် Fe ထက်ကျော်လွန်ပြီးနောက်၊ ဝန်ကိုဖယ်ရှားပြီး၊ ပုံပျက်ခြင်း၏တစ်စိတ်တစ်ပိုင်းကို ပြန်လည်ရရှိပြီး ကျန်ရှိသောပုံပျက်ခြင်း၏တစ်စိတ်တစ်ပိုင်းကို ပလပ်စတစ်ပုံပျက်ခြင်းဟုခေါ်သော သိမ်းဆည်းထားသည်။ Fe ကို elastic limit ဟုခေါ်သည်။
ဃ။ ဝန်ပိုတိုးလာသောအခါ၊ tensile curve သည် sawtooth ကိုပြသသည်။ ဝန်တိုးခြင်း သို့မဟုတ် လျော့ခြင်း မပြုသောအခါ၊ စမ်းသပ်နမူနာ၏ စဉ်ဆက်မပြတ် ရှည်လျားခြင်းဖြစ်စဉ်ကို အထွက်နှုန်းဟုခေါ်သည်။ အထွက်နှုန်းကောင်းပြီးနောက်၊ နမူနာသည် သိသာထင်ရှားသော ပလတ်စတစ်ပုံပျက်ခြင်းကို စတင်သည်။
င အထွက်နှုန်းကောင်းပြီးနောက်၊ နမူနာသည် ပုံပျက်ခြင်းခံနိုင်ရည်တိုးလာခြင်း၊ အလုပ်မာကျောခြင်းနှင့် ပုံပျက်ခြင်းအားကောင်းလာခြင်းတို့ကို ပြသသည်။ ဝန်သည် Fb သို့ရောက်ရှိသောအခါ၊ နမူနာ၏တူညီသောအစိတ်အပိုင်းသည် သိသိသာသာကျုံ့သွားသည်။ Fb သည် အင်အားကန့်သတ်ချက်ဖြစ်သည်။
f ကျုံ့ခြင်းဖြစ်စဉ်သည် နမူနာ၏ ခံနိုင်ရည်အား ကျဆင်းစေသည်။ ဝန်သည် Fk ရောက်သောအခါ၊ နမူနာပျက်သွားသည်။ ဒါကို fracture load လို့ခေါ်တယ်။
အထွက်နှုန်း
အထွက်နှုန်းသည် ပလပ်စတစ်ပုံသဏ္ဍာန်အစမှ သတ္တုပစ္စည်းတစ်ခု၏ ပြင်ပတွန်းအားကြောင့် ကျိုးသွားသည့်အခါ ခံနိုင်ရည်ရှိသော အမြင့်ဆုံးဖိအားတန်ဖိုးဖြစ်သည်။ ဤတန်ဖိုးသည် ပစ္စည်းသည် elastic ပုံပျက်ခြင်းအဆင့်မှ ပလပ်စတစ်ပုံပျက်ခြင်းအဆင့်သို့ ကူးပြောင်းသွားသည့် အရေးပါသောအချက်ဖြစ်သည်။
အမျိုးအစားခွဲခြားခြင်း။
အထက်အထွက်နှုန်း ခွန်အား- အထွက်နှုန်းဖြစ်ပေါ်သောအခါ ပထမအကြိမ် အင်အားကျဆင်းမသွားမီ နမူနာ၏ အမြင့်ဆုံးဖိအားကို ရည်ညွှန်းသည်။
အထွက်နှုန်းနည်းခြင်း- ကနဦးအကူးအပြောင်းအကျိုးသက်ရောက်မှုကို လျစ်လျူရှုသောအခါ အထွက်နှုန်းအဆင့်ရှိ အနိမ့်ဆုံးဖိအားကို ရည်ညွှန်းသည်။ နိမ့်သောအထွက်နှုန်းအမှတ်၏တန်ဖိုးသည် အတော်အတန်တည်ငြိမ်သောကြောင့်၊ ၎င်းကို yield point သို့မဟုတ် yield strength ဟုခေါ်သော ပစ္စည်းခံနိုင်ရည်ရှိသောညွှန်ပြချက်အဖြစ် အသုံးပြုပါသည်။
တွက်ချက်ပုံသေနည်း
အထက်အထွက်နှုန်းအတွက်- R = F / Sₒ၊ F သည် အထွက်နှုန်းအဆင့်တွင် ပထမအကြိမ် အင်အားကျဆင်းမသွားမီ အမြင့်ဆုံးအင်အားဖြစ်ပြီး Sₒ သည် နမူနာ၏ မူလအပိုင်းဖြတ်ပိုင်းဧရိယာဖြစ်သည်။
အထွက်နှုန်းနည်းခြင်းအတွက်- R = F / Sₒ၊ F သည် ကနဦးအကူးအပြောင်းအကျိုးသက်ရောက်မှုကို လျစ်လျူရှုထားသည့် အနိမ့်ဆုံးအင်အား F ဖြစ်ပြီး Sₒ သည် နမူနာ၏ မူလအပိုင်းဖြတ်ပိုင်းဧရိယာဖြစ်သည်။
ယူနစ်
အထွက်နှုန်းယူနစ်သည် အများအားဖြင့် MPa (megapascal) သို့မဟုတ် N/mm² (စတုရန်းမီလီမီတာလျှင် နယူတန်) ဖြစ်သည်။
ဥပမာ
ကာဗွန်နည်းသောသံမဏိကို နမူနာယူပါ၊ ၎င်း၏အထွက်နှုန်းကန့်သတ်ချက်မှာ အများအားဖြင့် 207MPa ဖြစ်သည်။ ဤကန့်သတ်ချက်ထက် ပိုကြီးသော ပြင်ပအားကို သက်ရောက်သောအခါ၊ ကာဗွန်နည်းသော သံမဏိသည် အမြဲတမ်း ပုံပျက်သွားမည်ဖြစ်ပြီး ပြန်လည်မရနိုင်ပါ။ ဤကန့်သတ်ချက်ထက်နည်းသော ပြင်ပအားကို သက်ရောက်သောအခါ၊ ကာဗွန်နည်းသော သံမဏိသည် ၎င်း၏ မူလအခြေအနေသို့ ပြန်သွားနိုင်သည်။
အထွက်နှုန်းခွန်အားသည် သတ္တုပစ္စည်းများ၏ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများကို အကဲဖြတ်ရန်အတွက် အရေးကြီးသော ညွှန်ကိန်းများထဲမှ တစ်ခုဖြစ်သည်။ ၎င်းသည် ပြင်ပအင်အားစုများကို တွန်းလှန်သည့်အခါ ပလတ်စတစ်ပုံပျက်ခြင်းကို ခံနိုင်ရည်ရှိသော ပစ္စည်းများ၏ စွမ်းရည်ကို ထင်ဟပ်စေသည်။
ဆန့်နိုင်အား
Tensile strength သည် tensile load အောက်တွင် ပျက်စီးမှုကို ခံနိုင်ရည်ရှိသော ပစ္စည်းတစ်ခုဖြစ်ပြီး၊ ၎င်းသည် tensile လုပ်ငန်းစဉ်အတွင်း ခံနိုင်ရည်ရှိသော အမြင့်ဆုံး stress value အဖြစ် ဖော်ပြသည်။ ပစ္စည်းပေါ်ရှိ tensile stress သည် ၎င်း၏ tensile strength ကျော်လွန်သောအခါ၊ ပစ္စည်းသည် ပလပ်စတစ်ပုံပျက်ခြင်း သို့မဟုတ် ကျိုးသွားလိမ့်မည်။
တွက်ချက်ပုံသေနည်း
tensile strength (σt) အတွက် တွက်ချက်ပုံသေနည်းမှာ-
σt = F/A
F သည် နမူနာမကွဲမီ ခံနိုင်ရည်ရှိသော အမြင့်ဆုံး ဆန့်နိုင်အား (နယူတန်၊ N) ဖြစ်ပြီး A သည် နမူနာ၏ မူလအပိုင်းဖြတ်ပိုင်း ဧရိယာ (စတုရန်းမီလီမီတာ၊ မီလီမီတာ) ဖြစ်သည်။
ယူနစ်
ဆန့်နိုင်အား၏ယူနစ်သည် များသောအားဖြင့် MPa (megapascal) သို့မဟုတ် N/mm² (စတုရန်းမီလီမီတာလျှင်နယူတန်) ဖြစ်သည်။ 1 MPa သည် တစ်စတုရန်းမီတာလျှင် 1,000,000 Newtons နှင့် ညီမျှပြီး 1 N/mm² နှင့်လည်း ညီမျှသည်။
လွှမ်းမိုးသောအချက်များ
Tensile strength သည် ဓာတုဖွဲ့စည်းပုံ၊ အသေးစားဖွဲ့စည်းပုံ၊ အပူကုသမှုလုပ်ငန်းစဉ်၊ စီမံဆောင်ရွက်သည့်နည်းလမ်းစသည်ဖြင့် အချက်များစွာကြောင့် သက်ရောက်မှုရှိသည်။ မတူညီသောပစ္စည်းများသည် မတူညီသော tensile strength များသောကြောင့် လက်တွေ့အသုံးချရာတွင် ပစ္စည်းများ၏စက်ပိုင်းဆိုင်ရာဂုဏ်သတ္တိများအပေါ်အခြေခံ၍ သင့်လျော်သောပစ္စည်းများကို ရွေးချယ်ရန်လိုအပ်ပါသည်။
လက်တွေ့အသုံးချပါ။
Tensile strength သည် ပစ္စည်းများ သိပ္ပံနှင့် အင်ဂျင်နီယာနယ်ပယ်တွင် အလွန်အရေးကြီးသော ကန့်သတ်ချက်တစ်ခုဖြစ်ပြီး ပစ္စည်းများ၏ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများကို အကဲဖြတ်ရန် မကြာခဏ အသုံးပြုလေ့ရှိသည်။ ဖွဲ့စည်းတည်ဆောက်ပုံဒီဇိုင်း၊ ပစ္စည်းရွေးချယ်မှု၊ ဘေးကင်းမှုအကဲဖြတ်မှုစသည်ဖြင့်၊ ဆန့်နိုင်အားသည် ထည့်သွင်းစဉ်းစားရမည့်အချက်ဖြစ်သည်။ ဥပမာအားဖြင့်၊ ဆောက်လုပ်ရေးအင်ဂျင်နီယာတွင်၊ သံမဏိ၏ ဆန့်နိုင်အားသည် ဝန်များကိုခံနိုင်ရည်ရှိမရှိ ဆုံးဖြတ်ရာတွင် အရေးကြီးသောအချက်ဖြစ်သည်။ အာကာသယာဉ်၏နယ်ပယ်တွင်၊ ပေါ့ပါးပြီး စွမ်းအားမြင့်ပစ္စည်းများ၏ ဆန့်နိုင်အားသည် လေယာဉ်၏ဘေးကင်းမှုကို အာမခံရန် သော့ချက်ဖြစ်သည်။
ပင်ပန်းနွမ်းနယ်မှု ခွန်အား
သတ္တု ပင်ပန်းနွမ်းနယ်မှုသည် စက်ဘီးစီးဖိစီးမှု သို့မဟုတ် စက်ဘီးစီးမှုအောက်တွင် နေရာတစ်ခု သို့မဟုတ် အများအပြားတွင် ပစ္စည်းများနှင့် အစိတ်အပိုင်းများ တဖြည်းဖြည်း ဖြစ်ပေါ်လာသည့် ဖြစ်စဉ်ကို ရည်ညွှန်းပြီး အချို့သော အကြိမ်အရေအတွက်ပြီးနောက် အက်ကြောင်းများ သို့မဟုတ် ရုတ်တရက် လုံးဝအရိုးကျိုးခြင်းများ ဖြစ်ပေါ်ပါသည်။
အင်္ဂါရပ်များ
အချိန်တိုအတွင်း ရုတ်တရက်ဖြစ်တတ်ခြင်း- သတ္တုပင်ပန်းနွမ်းနယ်မှု ပြတ်တောက်မှုသည် ထင်ရှားသောလက္ခဏာများမရှိဘဲ အချိန်တိုအတွင်း ရုတ်တရက် ဖြစ်ပေါ်တတ်သည်။
တည်နေရာအနေအထား- ပင်ပန်းနွမ်းနယ်မှု အားနည်းခြင်းသည် ဖိစီးမှု အားကောင်းသည့် ဒေသများတွင် ဖြစ်တတ်သည်။
ပတ်ဝန်းကျင်နှင့် ချို့ယွင်းချက်များအပေါ် အာရုံခံစားနိုင်မှု- သတ္တုပင်ပန်းနွမ်းနယ်မှုသည် ပတ်ဝန်းကျင်အတွက် အလွန်ထိခိုက်လွယ်ပြီး ပင်ပန်းနွမ်းနယ်မှုဖြစ်စဉ်ကို အရှိန်မြှင့်ပေးနိုင်သည့် ပစ္စည်းအတွင်းပိုင်းရှိ သေးငယ်သောချို့ယွင်းချက်များဖြစ်သည်။
လွှမ်းမိုးသောအချက်များ
ဖိစီးမှုပမာဏ- ဖိစီးမှုပမာဏသည် သတ္တု၏ပင်ပန်းနွမ်းနယ်မှုကို တိုက်ရိုက်သက်ရောက်စေသည်။
ပျမ်းမျှစိတ်ဖိစီးမှုပမာဏ- ပျမ်းမျှဖိစီးမှု ပိုများလေ၊ သတ္တု၏ ပင်ပန်းနွမ်းနယ်မှုသက်တမ်း တိုတောင်းလေဖြစ်သည်။
သံသရာအရေအတွက်- သတ္တုသည် စက်ဝိုင်းဖိစီးမှု သို့မဟုတ် ဖိစီးမှုအောက်တွင် အကြိမ်များလေလေ၊ ပင်ပန်းနွမ်းနယ်ပျက်စီးမှု စုစည်းမှု ပိုမိုပြင်းထန်လေဖြစ်သည်။
ကြိုတင်ကာကွယ်မှုတွေ
ပစ္စည်းရွေးချယ်မှုကို ပိုမိုကောင်းမွန်အောင်ပြုလုပ်ပါ- ပိုမိုပင်ပန်းနွမ်းနယ်မှု ကန့်သတ်ချက်များရှိသော ပစ္စည်းများကို ရွေးချယ်ပါ။
ဖိစီးမှုအာရုံစူးစိုက်မှုကို လျှော့ချခြင်း- အဝိုင်းထောင့်အပြောင်းအရွှေ့များ၊ အပိုင်းဖြတ်ပိုင်းအတိုင်းအတာများကို တိုးမြှင့်ခြင်းစသည့် တည်ဆောက်မှုပုံစံဒီဇိုင်း သို့မဟုတ် လုပ်ဆောင်ခြင်းနည်းလမ်းများဖြင့် စိတ်ဖိစီးမှုအာရုံစူးစိုက်မှုကို လျှော့ချပါ။
မျက်နှာပြင် ကုသမှု- မျက်နှာပြင် ချို့ယွင်းချက်များကို လျှော့ချရန်နှင့် ပင်ပန်းနွမ်းနယ်မှု အားကောင်းစေရန် သတ္တုမျက်နှာပြင်ပေါ်တွင် ပွတ်ခြင်း၊ ဖြန်းပေးခြင်း စသည်တို့။
စစ်ဆေးခြင်းနှင့် ပြုပြင်ထိန်းသိမ်းခြင်း- အက်ကွဲကြောင်းကဲ့သို့သော ချို့ယွင်းချက်များကို ဆောလျင်စွာ သိရှိနိုင်စေရန်နှင့် ပြုပြင်ရန် သတ္တုအစိတ်အပိုင်းများကို ပုံမှန်စစ်ဆေးပါ။ နွမ်းနယ်နေသော အစိတ်အပိုင်းများကို အစားထိုးခြင်းနှင့် အားနည်းသော ချိတ်ဆက်မှုများကို အားဖြည့်ပေးခြင်းကဲ့သို့သော ပင်ပန်းနွမ်းနယ်မှုဖြစ်နိုင်သည့် အစိတ်အပိုင်းများကို ထိန်းသိမ်းပါ။
သတ္တုပင်ပန်းနွမ်းနယ်မှုသည် ရုတ်တရက်၊ နေရာဒေသနှင့် ပတ်ဝန်းကျင်အပေါ် အာရုံခံနိုင်မှုတို့ကြောင့် ထင်ရှားသော သတ္တုချို့ယွင်းမှုမုဒ်ဖြစ်သည်။ ဖိအားပမာဏ၊ ပျမ်းမျှစိတ်ဖိစီးမှုပြင်းအားနှင့် စက်ဝိုင်းအရေအတွက်များသည် သတ္တုပင်ပန်းနွမ်းနယ်မှုကို ထိခိုက်စေသည့် အဓိကအကြောင်းရင်းများဖြစ်သည်။
SN မျဉ်းကွေး- S သည် ဖိအားကိုကိုယ်စားပြုပြီး N သည် ဖိစီးမှုသံသရာအရေအတွက်ကို ကိုယ်စားပြုသည့် မတူညီသောစိတ်ဖိစီးမှုအဆင့်အောက်ရှိ ပစ္စည်းများ၏ ပင်ပန်းနွမ်းနယ်မှုဘဝကို ဖော်ပြသည်။
ပင်ပန်းနွမ်းနယ်မှု ဖော်မြူလာ ဖော်မြူလာ-
(Kf = Ka \cdot Kb \cdot Kc \cdot Kd \cdot Ke)
(Ka) သည် ဝန်အချက်နေရာတွင်၊ (Kb) သည် အရွယ်အစားအချက်ဖြစ်ပြီး (Kc) သည် အပူချိန်အချက်ဖြစ်ပြီး (Kd) သည် မျက်နှာပြင်အရည်အသွေးအချက်ဖြစ်ပြီး (Ke) သည် ယုံကြည်စိတ်ချရသည့်အချက်ဖြစ်သည်။
SN မျဉ်းကွေးသင်္ချာအသုံးအနှုန်း-
(\sigma^m N = C)
(\sigma) သည် stress နေရာတွင် N သည် stress cycles အရေအတွက်ဖြစ်ပြီး m နှင့် C သည် material constants ဖြစ်သည်။
တွက်ချက်မှုအဆင့်များ
ပစ္စည်း ကိန်းသေများကို သတ်မှတ်ပါ-
စမ်းသပ်မှုများမှတစ်ဆင့် သို့မဟုတ် သက်ဆိုင်ရာ စာပေများကို ရည်ညွှန်းခြင်းဖြင့် m နှင့် C ၏တန်ဖိုးများကို ဆုံးဖြတ်ပါ။
စိတ်ဖိစီးမှု အာရုံစူးစိုက်မှုအချက်ကို ဆုံးဖြတ်ပါ- အစိတ်အပိုင်း၏ အမှန်တကယ် ပုံသဏ္ဍာန်နှင့် အရွယ်အစား၊ အပြင်အလွှာများ၊ သော့လမ်းကြောင်းများ စသည်တို့ကြောင့် ဖြစ်ပေါ်လာသော ဖိစီးမှု အာရုံစူးစိုက်မှုအား ထည့်သွင်းစဉ်းစားရန်၊ ဖိစီးမှု အာရုံစူးစိုက်မှု K. ပင်ပန်းနွမ်းနယ်မှုကို တွက်ချက်ပါ- SN မျဉ်းကွေးနှင့် ဖိစီးမှု အာရုံစူးစိုက်မှုအချက်အရ၊ အစိတ်အပိုင်း၏ ဒီဇိုင်းအသက်တာနှင့် အလုပ်လုပ်သော ဖိစီးမှုအဆင့်တို့နှင့် ပေါင်းစပ်ကာ ပင်ပန်းနွမ်းနယ်မှု ခွန်အားကို တွက်ချက်ပါ။
2. Plasticity-
Plasticity ဆိုသည်မှာ ပြင်ပအား တွန်းအားကြောင့် ပြင်ပအင်အားသည် ၎င်း၏ elastic ကန့်သတ်ချက်ထက်ကျော်လွန်သွားသောအခါ ကွဲအက်ခြင်းမရှိဘဲ အမြဲတမ်း ပုံပျက်သွားတတ်သည့် ပစ္စည်းတစ်ခု၏ ပိုင်ဆိုင်မှုကို ရည်ညွှန်းသည်။ ဤပုံပျက်ခြင်းသည် နောက်ပြန်လှည့်၍မရပါ၊ ပြင်ပအားကို ဖယ်ရှားလိုက်လျှင်ပင် ပစ္စည်းသည် ၎င်း၏ မူလပုံစံသို့ ပြန်သွားမည်မဟုတ်ပါ။
ပလတ်စတစ် အညွှန်းကိန်းနှင့် ၎င်း၏ တွက်ချက်မှု ဖော်မြူလာ
ရှည်လျားခြင်း (δ)
အဓိပ္ပာယ်ဖွင့်ဆိုချက်- ရှည်ထွက်မှုသည် နမူနာသည် ဆန့်နိုင်အားကျိုးသွားပြီးနောက် မူလတိုင်းတာမှုအပိုင်း၏ စုစုပေါင်းပုံပျက်ခြင်း၏ ရာခိုင်နှုန်းဖြစ်သည်။
ဖော်မြူလာ- δ = (L1 – L0) / L0 × 100%
L0 သည် နမူနာ၏ မူလတိုင်းတာမှုအလျား၊
L1 သည် နမူနာကွဲပြီးနောက် တိုင်းတာမှုအလျားဖြစ်သည်။
အပိုင်းလျှော့ချခြင်း (Ψ)
အဓိပ္ပါယ်ဖွင့်ဆိုချက်- အပိုင်းပိုင်းဖြတ်တောက်မှုသည် နမူနာကို မူလအပိုင်းဖြတ်ပိုင်းဧရိယာသို့ ကျိုးသွားပြီးနောက် လည်ပင်းဖြတ်မှတ်ရှိ အပိုင်းဖြတ်ပိုင်းဧရိယာအတွင်း အမြင့်ဆုံးလျှော့ချမှု ရာခိုင်နှုန်းဖြစ်သည်။
ဖော်မြူလာ- Ψ = (F0 – F1) / F0 × 100%
F0 သည် နမူနာ၏ မူလအပိုင်းပိုင်း ဧရိယာ၊
F1 သည် နမူနာကွဲသွားပြီးနောက် လည်ပင်းရှိ အပိုင်းဖြတ်ပိုင်းဧရိယာဖြစ်သည်။
3. မာကျောခြင်း။
Metal hardness သည် သတ္တုပစ္စည်းများ၏ မာကျောမှုကို တိုင်းတာရန် စက်ပိုင်းဆိုင်ရာ အညွှန်းကိန်းတစ်ခုဖြစ်သည်။ ၎င်းသည် သတ္တုမျက်နှာပြင်ရှိ ဒေသထွက်ထုထည်တွင် ပုံပျက်ခြင်းကို ခုခံနိုင်စွမ်းကို ညွှန်ပြသည်။
သတ္တုမာကျောမှုကို အမျိုးအစားခွဲခြားခြင်းနှင့် ကိုယ်စားပြုခြင်း။
သတ္တုမာကျောမှုတွင် မတူညီသော စမ်းသပ်မှုနည်းလမ်းများအလိုက် အမျိုးအစားခွဲခြင်းနှင့် ကိုယ်စားပြုခြင်းနည်းလမ်းများ အမျိုးမျိုးရှိသည်။ အဓိကအားဖြင့် အောက်ပါတို့ ပါဝင်သည်-
Brinell hardness (HB)-
အသုံးချမှုအတိုင်းအတာ- သံမဏိမဟုတ်သော သတ္တုများ၊ အပူမကုသမီ သို့မဟုတ် လိမ်းပြီးနောက် ပျော့ပျောင်းလာသောအခါ ယေဘုယျအားဖြင့် အသုံးပြုသည်။
စမ်းသပ်မှု နိယာမ- စမ်းသပ်ဝန်၏ အရွယ်အစားတစ်ခုဖြင့်၊ အချင်းတစ်ခုရှိ မာကျောသော သံမဏိဘောလုံး သို့မဟုတ် ကာဗိုက်ဘောလုံးကို စမ်းသပ်ရန်အတွက် သတ္တုမျက်နှာပြင်သို့ ဖိထားပြီး သတ်မှတ်အချိန်တစ်ခုပြီးနောက် ဝန်ကို ပြန်လည်ဖြုတ်ချပြီး စမ်းသပ်ရမည့် မျက်နှာပြင်ပေါ်ရှိ ကုဒ်အချင်းကို တိုင်းတာသည်။
တွက်ချက်မှုဖော်မြူလာ- Brinell မာကျောမှုတန်ဖိုးသည် ဝန်အား ဘောင်ဝင်သည့်မျက်နှာပြင်ဧရိယာဖြင့် ပိုင်းခြားခြင်းဖြင့် ရရှိသော quotient ဖြစ်သည်။
Rockwell hardness (HR)-
အသုံးချမှုအတိုင်းအတာ- ယေဘုယျအားဖြင့် အပူကုသမှုပြီးနောက် မာကျောမှုကဲ့သို့သော မာကျောသည့်ပစ္စည်းများအတွက် ယေဘုယျအားဖြင့် အသုံးပြုသည်။
စမ်းသပ်မှုနိယာမ- Brinell hardness နှင့် ဆင်တူသော်လည်း မတူညီသော probes (စိန်) နှင့် မတူညီသော တွက်ချက်မှုနည်းလမ်းများကို အသုံးပြုထားသည်။
အမျိုးအစားများ- အပလီကေးရှင်းပေါ် မူတည်၍ HRC (မြင့်မားသော မာကျောသည့်ပစ္စည်းများအတွက်)၊ HRA၊ HRB နှင့် အခြားအမျိုးအစားများ ရှိပါသည်။
Vickers မာကျောမှု (HV):
အသုံးချမှုနယ်ပယ်- မိုက်ခရိုစကုပ်ခွဲခြမ်းစိတ်ဖြာမှုအတွက် သင့်လျော်သည်။
စမ်းသပ်မှု နိယာမ- 120 ကီလိုဂရမ်အောက် အလေးချိန်ရှိသော ပစ္စည်းမျက်နှာပြင်နှင့် ဒေါင်လိုက်ထောင့် 136° ရှိသော စိန်စတုရန်းပုံးအင်တင်းကို နှိပ်ပြီး Vickers မာကျောမှုတန်ဖိုးကို ရရှိရန်အတွက် ပစ္စည်း၏မျက်နှာပြင်ဧရိယာကို ဝန်တန်ဖိုးဖြင့် ပိုင်းခြားပါ။
Leeb မာကျောမှု (HL):
အင်္ဂါရပ်များ- သယ်ဆောင်ရလွယ်ကူသော မာကျောမှုစမ်းသပ်ကိရိယာ၊ တိုင်းတာရန်လွယ်ကူသည်။
စမ်းသပ်မှု နိယာမ- မာကျောသော မျက်နှာပြင်ကို သက်ရောက်မှုရှိပြီးနောက် အကျိုးသက်ရောက်မှု ဘောလုံးခေါင်းမှ ထုတ်ပေးသည့် ဘောင်ကို အသုံးပြုကာ နမူနာမျက်နှာပြင်မှ 1mm အမြန်နှုန်းသို့ ပန်ကန်၏ ပြန်လှန်အမြန်နှုန်း အချိုးဖြင့် မာကျောမှုကို တွက်ချက်ပါ။
စာတိုက်အချိန်- စက်တင်ဘာ-၂၅-၂၀၂၄



